
电 话:15238339595
邮 箱:15238339595@163.com
总部地址:河南省郑州市郑东新区熊耳河115号
工厂地址:河南省新乡市牧野区新八街2157号—8
一、工作原理与常见类型
固液分离机是通过机械方式(如挤压、螺旋推进、筛分、离心)对粪浆施加压力,使固体物留在筛网或容器内,液体则通过滤网流出。
猪场最常用的几种类型:
1.螺旋挤压式分离机
·原理:粪浆泵入送料箱,通过螺旋轴在筛网中向前推进。在变距螺旋和背压装置的作用下,水分被挤出筛网,固体粪渣从末端排出。
·特点:应用最广泛,处理能力适中,分离出的固体含水率较低(约60-70%),性价比高。
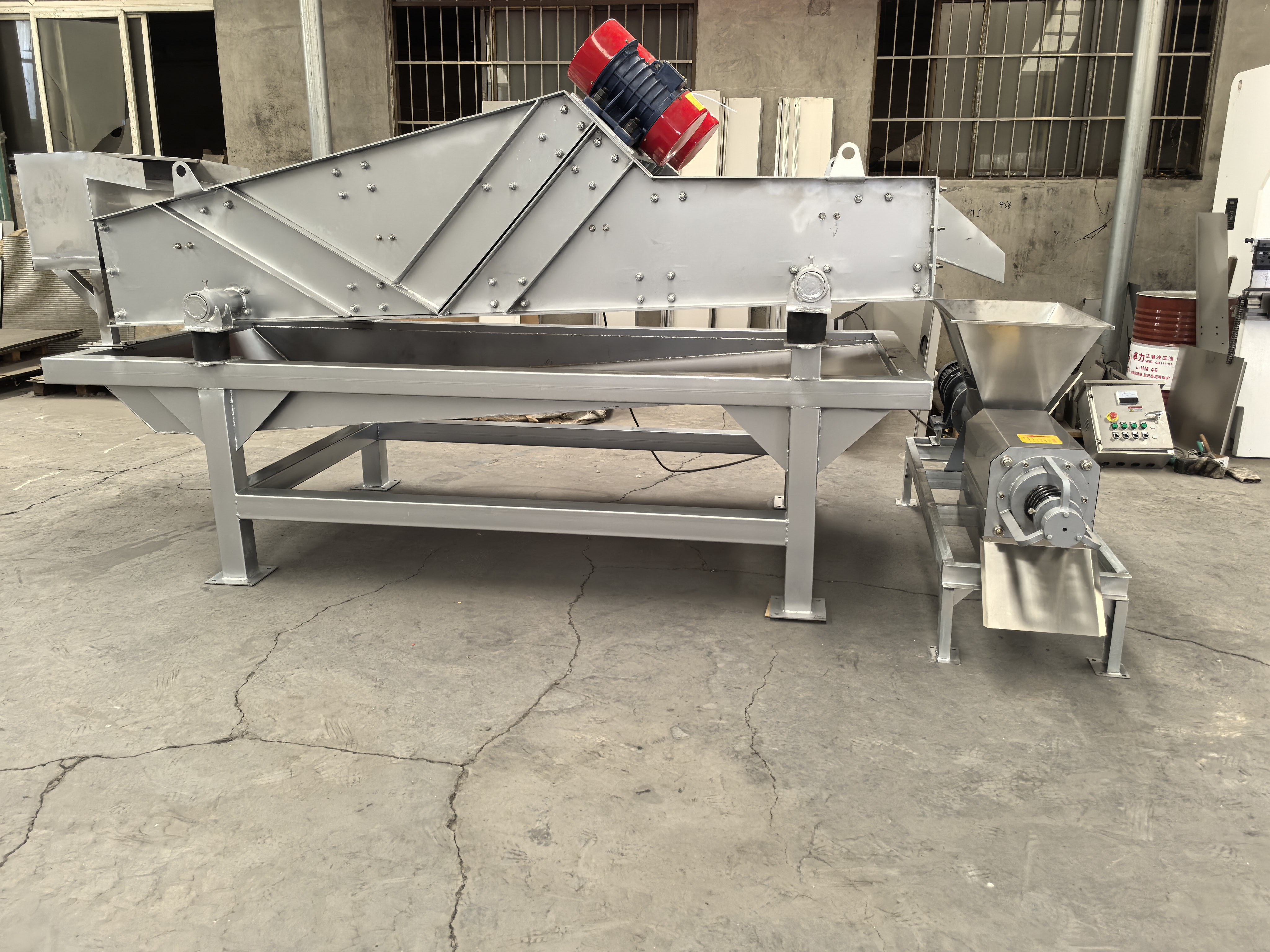
2.斜筛式分离机(振动筛/固定筛)
·原理:粪浆均匀喷洒在倾斜的筛面上(振动或静置),液体通过筛孔流下,固体在重力或振动作用下滑落收集。
·特点:适合处理含较长纤维(如猪毛)较多的粪污,不易堵塞,但分离出的固体含水率较高(约75-85%)。
3.离心式分离机
·原理:利用高速旋转的转鼓产生强大离心力,将密度不同的固液两相分离。
·特点:分离效率高、效果好,固体含水率低,但设备价格昂贵、能耗高、维护复杂,多见于超大型猪场或专业处理中心。
4.带式压滤机
·原理:粪浆经过重力脱水区和由上下滤带形成的“S”形挤压区,逐步挤压脱水。
·特点:处理量大,连续作业,但设备体积大、冲洗耗水量大,通常用于经初步发酵后的沼液脱水。
对于大多数猪场,螺旋挤压式是首选平衡方案。
二、核心优势
1.减量化与减负:分离后固体体积大幅减少,极大降低了后续运输、堆放和处理的成本与压力。
2.便于资源化利用:
·固体部分:可直接堆肥发酵制成优质有机肥,或作为基质生产营养土、栽培食用菌,实现增值。
·液体部分:降低了有机物和悬浮物浓度,更便于进入沼气池厌氧发酵(减少结壳风险),或进行后续的曝气、生化、储存处理,最终成为液态肥还田。
3.改善场区环境:从源头减少污水量和臭味,降低蚊蝇滋生。
4.符合环保要求:是实现粪污“减量化、无害化、资源化”处理的关键第一步,是应对环保检查的重要设施。
三、设备选择关键要点
1.处理能力:根据猪场存栏量(如500头、3000头、10000头母猪)和清粪模式(水泡粪、干清粪、刮粪)计算每日粪污产量,选择匹配的处理量(如每小时10、20、30立方米)。
2.分离效果:关注固体含水率(越低越好,通常要求<70%)和液体含固率(越低越好,表明液体更清澈)。要求供应商提供实测数据或现场试机。
3.材质与耐用性:核心部件如螺旋轴、筛网应采用高强度不锈钢(如304、316),耐腐蚀,使用寿命长。
4.动力与能耗:对比电机功率和实际处理量,评估能效。并非功率越大越好。
5.自动化程度:是否配备自动控制系统、堵塞报警、自动清洗等功能,降低人工操作强度。
6.售后与配件:供应商是否提供可靠的安装指导、操作培训和及时的配件供应服务。
四、使用注意事项
1.前端调质:进入分离机的粪浆需搅拌均匀,避免大块杂物(如塑料袋、石块、树枝)进入,建议配备搅拌池和格栅。
2.浓度适宜:过稀的粪浆分离效果差、效率低;过稠则易堵塞。通常将粪浆含水率调整到90-95%为宜。
3.规范操作:按照手册操作,开机前检查,运行中观察出料状态和电机负荷,停机后及时冲洗。
4.定期维护:定期检查筛网磨损情况、螺旋叶片磨损、轴承润滑等,及时更换易损件。
5.系统配套:固液分离机是处理系统的中枢,必须与集粪池、搅拌器、污水泵、输送机、固体堆肥场、液体储存池等设施协同设计与运行。




